














 667 / 670
667 / 670

כרסמים לרוטר ושקענים
667
03-9529998 :
ראשל”צ טל
1
אדר יבוא ושיווק פרזול בע”מ רחוב דוד רזיאל
www.adrtrading.co.il03-9511511 :
פקס
8
3Technical Information
Technical Information
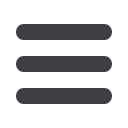
Tungsten Carbide Tipped (TCT) tools (1) have carbide tips brazed onto a steel body. Solid Carbide
tools are ground from a solid piece of Tungsten Carbide. Both are designed to cut hard and soft wood,
chipboard, MDF, plywood, plastic, Corian and other solid surface sheet goods.
WPW TCT tools with “K-Carbide” grade have up to 200 % longer lifetime than tools with
standard carbide. Developed especially for working on materials that consist of synthetic
polymer resins for bonding purposes, the K- carbide is excellent for cutting MDF, HDF and
other hard materials.
Solid Carbide Spiral CNC Bits (2) can work with higher feed rates and have longer tool life than TCT
tools. These tools cut using less energy and with less vibration, leaving a perfect and clean finish on
hardwood, softwood and man-made materials.
Aluminium and brass can also be cut, but only on stationary machines, provided that proper clamping
devises are employed and the proper speed (RPM) and coolant are used.
Diamond Tipped PCD Router Bits (3) last 30- 50 times longer than Carbide tools and are very efficient
in cutting abrasive materials including composites, particleboard, MDF and hardwoods.
Diamond Grit Coated Router Bits (4) are designed for cutting Fiberglass, Carbon Fiber and other
Composite materials.
Shank and Collet
Always use the largest diameter shank available that your router will accommodate. Use the correct
size collet. Proper collet condition is of extreme importance. Worn out or distorted collets do not
provide adequate holding power and increase run-out and vibration. At least 3/4 of the shank
length should be inserted into the collet. The best way is to insert it
completely and then, back off slightly - 1.5mm approx.
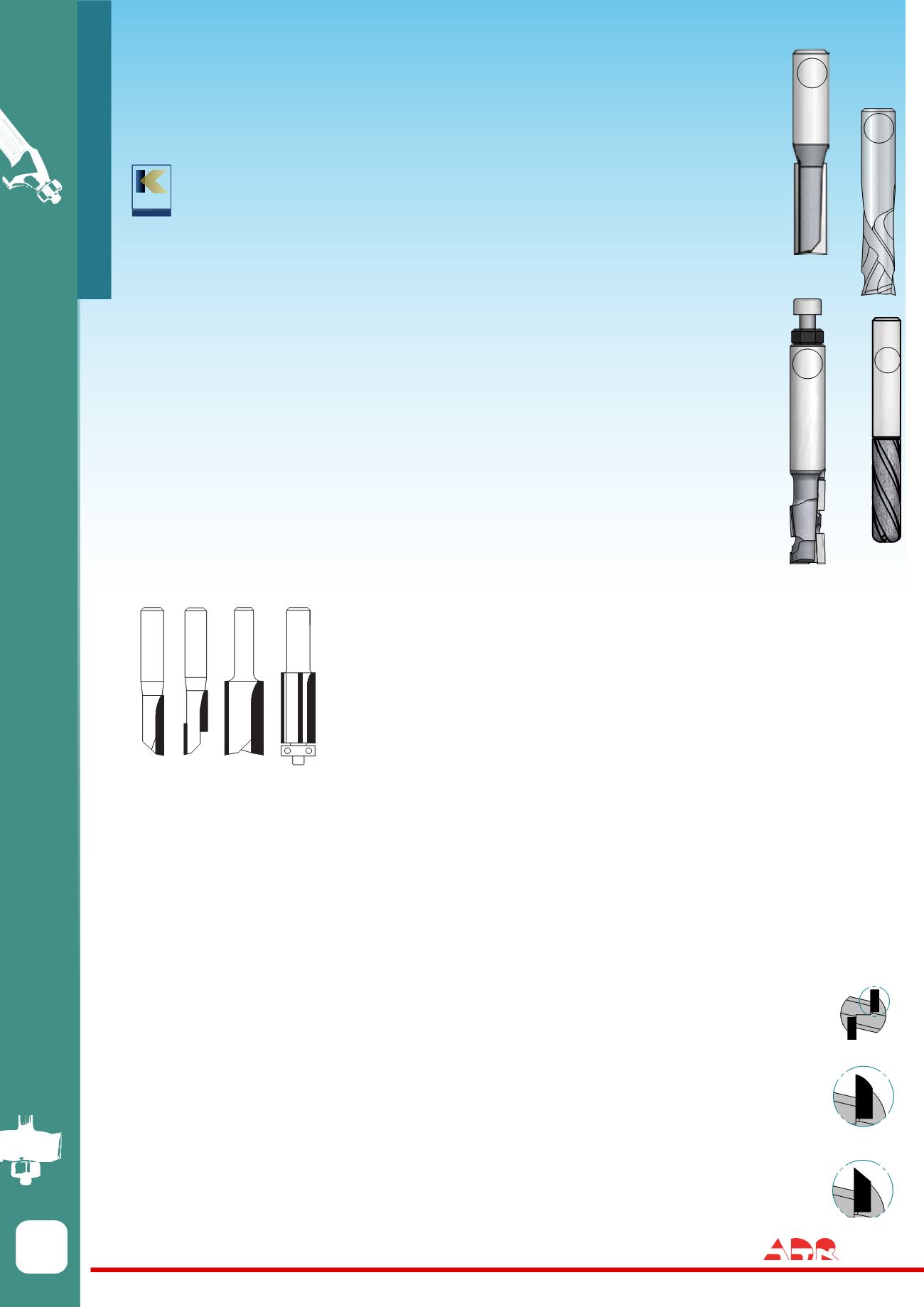
Flutes
When the routing is inside the material, more flutes mean less space for the chips to clear
out. Higher “chip load” is created. This requires slowing down the feed rate. The chips,
tend to get hot and the material being cut starts to burn and the bit overheats.
Single flute
Bits are used for free cutting and roughing with fast feed rates.
Stagger
-Tooth combine the fast stock removal of single-flute bits with a better balance
and increased strength.
Double flute
Router bits are good for roughing and finishing, and are the preferred choice for most woodworking jobs.
3 flute bits
are better for finishing and have longer tool life while working on hard materials, such as solid surface
materials or even aluminum. However, if the chips are not cleared fast enough, the feedrate must be slowed down.
4 flute bits
are recommended when feeding the router along the outside edges of a work- piece, like in profiling jobs. They
provide an extremely smooth finish.
LONGER TOOL LIFE
BITS
Up
Down
Up
Down
Single
Flute
Stagger
Flutes
2 Flutes 4 Flutes
Up Shear
Down Shear
Up
Down
Single
Flute
Stag r
Flutes
2 Flutes 4 Flutes
Up Shear
Down Shear
Before Grinding
Radial Relief
Straight Relief
Cutter Clearance - Relief
The relief on the carbide-cutting tip of straight router bits can be ground with either
Radial Relief or Straight Relief.
Radial relief
is preferred for professional applications, as it keeps a strong cutting
edge, achieving longer lifetime. After resharpening, it ensures that the Tool Diameter
will be as close as possible to the original Diameter. WPW professional straight bits
are ground this way to give the best possible performance.
Straight relief
gives a sharper edge, it is more aggressive but it will not last as long.
It is simpler to grind than the radial relief, but it is not recommended for working on
hard materials. Our Woodpecker tools have a straight relief.
Up
Down
Single
Flute
Stagger
Flutes
2 Flutes 4 Flutes
Up Shear
Down Shear
1
2
3
4